
深入解析L360石油管线管加工工艺及其在能源输送中的关键作用
在当今全球能源基础设施中,石油和天然气的安全高效输送是维系经济发展的重要命脉。而承担这一艰巨任务的,正是各类高性能的管线钢管,其中L360石油管线管因其优异的力学性能和适应恶劣环境的能力,成为长距离输送管道建设的首选材料之一。L360石油管线管加工是一套复杂而精密的技术流程,它不仅仅是将钢板变成钢管那么简单,而是涉及材料学、冶金学、机械加工和防腐科学等多个领域的系统工程。本文将深入探讨L360石油管线管加工的各个环节,包括其材料特性、主要加工工艺(如成型、焊接、热处理、无损检测等),以及加工质量对管道安全性和使用寿命的决定性影响。
要理解L360石油管线管加工,首先需要了解L360钢材本身。L360是一种按ISO 3183或相关国家标准生产的管线钢等级,其“L”代表管线钢,“360”则表示其最小屈服强度为360兆帕(约52,000 psi)。这种钢材通常具有高强度、良好的韧性和优异的焊接性能,能够承受管道内部的高压以及外部土壤、地震等带来的复杂应力。为了满足这些要求,L360钢的化学成分经过精心设计,通常采用微合金化技术,通过添加铌、钒、钛等微量元素,并结合控制轧制和控冷工艺,来细化晶粒、提升强度和韧性。这为后续的L360石油管线管加工奠定了坚实的材料基础。

L360石油管线管加工的核心环节始于钢板的准备与成型。目前,主流的制造工艺包括无缝钢管生产和焊接钢管生产两大类。对于大口径、长距离的输送管道,多采用焊接工艺,其中又细分为直缝埋弧焊(LSAW)和螺旋埋弧焊(SSAW)。以直缝埋弧焊为例,其加工流程大致如下:首先,将检验合格的特宽特厚钢板经过铣边处理,保证边缘的平整度和坡口精度。然后,在大型成型机上,通过多道次模压或JCOE(逐步折弯成型)工艺,将平板钢板精确地弯制成圆筒状的管坯。这个成型过程对精度要求极高,任何瑕疵都可能导致焊接缺陷或残余应力集中。
接下来是决定管道质量生命线的焊接工序。在L360石油管线管加工中,埋弧焊是应用最广泛的焊接方法。管坯合缝后,在内外壁同时采用埋弧焊进行焊接。焊接过程中,电弧在焊剂层下燃烧,熔化的焊丝与母材融合形成焊缝。这种方法熔敷效率高、焊缝质量好、成型美观,且能有效防止空气中有害气体侵入焊缝。焊接参数,如电流、电压、焊接速度,都需要根据L360钢的化学成分和壁厚进行精确控制,以确保焊缝的力学性能(特别是强度和韧性)与母材相匹配,甚至更优。焊后,焊缝区域需要进行100%的无损检测,通常采用超声波探伤和X射线工业电视检查,以确保不存在裂纹、未熔合、气孔等内部缺陷。
焊接成型的钢管还需要经过一系列后续处理,才能成为合格的L360石油管线管。热处理是其中关键一步,目的是消除焊接过程中产生的残余应力,改善焊缝及热影响区的微观组织,从而提高管体的韧性和抗应力腐蚀能力。常用的方法是整体扩径或机械扩径,这个过程不仅能够矫正钢管的圆度,还能在一定程度上均化应力。精整工序则包括定径、平头、倒棱等,确保钢管的几何尺寸和端面质量符合对接要求。最后,每一根钢管都要经过严格的水压试验,在远超设计压力的环境下保压一段时间,以检验其承压能力和整体密封性,这是出厂前的最后一道,也是至关重要的一道质量关卡。
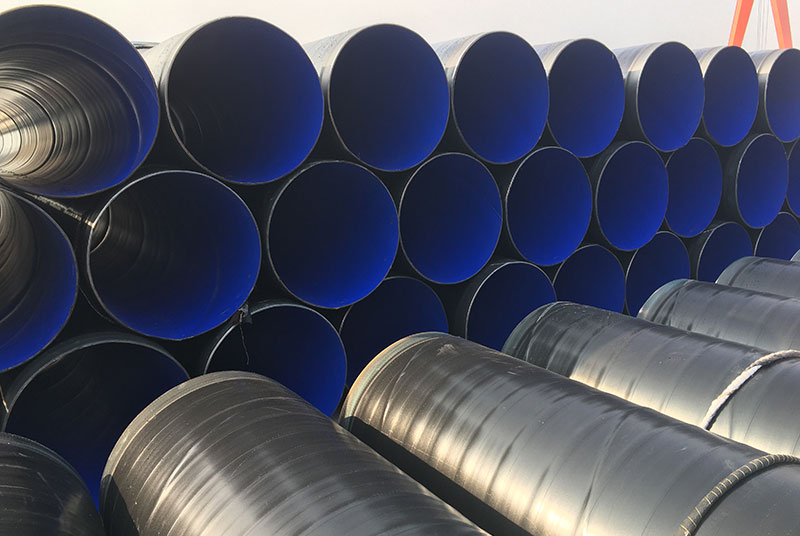
随着管道工业向极地、深海、高腐蚀性区域等恶劣环境拓展,对L360石油管线管加工提出了更高的要求。除了管体本身的性能,外防腐和内涂层技术也成为了加工流程中不可或缺的一部分。外防腐层,如三层聚乙烯(3PE)或熔结环氧粉末(FBE),能够有效抵御土壤、水分和杂散电流的腐蚀。内涂层则可以减少输送介质与管壁的摩擦阻力,提高输送效率,并防止管道内壁腐蚀。这些涂覆作业同样需要精细的表面处理(如喷砂除锈达到Sa 2.5级)和严格的涂装工艺控制。
综上所述,L360石油管线管加工是一个集高技术、严标准、精管理于一体的现代化工业过程。从原材料检验到最终产品出厂,每一个环节都关乎着未来数十年能源动脉的安全稳定运行。因此,选择拥有先进加工设备、成熟工艺技术和严格质量管控体系的供应商至关重要。作为一家深耕于钢管领域的企业,河北勤钢管业有限公司坐落于中国著名的钢管产业基地——河北省沧州市,公司不仅提供多种规格的L360石油管线管,更具备专业的定制化加工能力,如根据工程需求进行精确的切割、坡口、防腐(如3PE、FBE)等深加工服务。公司秉持“质量为本、诚信经营”的理念,依托完善的质量检测体系和高效的物流网络,确保每一根出厂的管线管都能满足甚至超越客户期望,为全球能源基础设施建设贡献可靠的力量。
